



Frequently Asked Questions about AQL
Questions about the general process of acceptance sampling.
Q1: So, basically, I have to authorize the factory to produce some defects?
In theory no. That’s why the AQL was renamed, from “acceptable quality level” to “acceptance quality limit”. It is a “limit” (and a loose one at that).
Here is what the ISO 2859 standard says:
“Although individual lots with quality as bad as the acceptance quality limit may be accepted with fairly high probability, the designation of an acceptance quality limit does not suggest that this is a desirable quality level. Sampling schemes […] are designed to encourage suppliers to have process averages consistently better than the AQL.”
Note that, in practice, using these statistics means you assume the factory cannot reasonably be expected to turn out 100% good quality.
Alternatively, you can choose an “acceptance on zero” plan. As soon as one defect is found, the inspection is failed. But you can impose this on suppliers only in situations where quality requirements are very high (in the auto industry, in aerospace…).
Q2: As a buyer, should I charge back the value of the defective products to the manufacturer?
This is not standard practice. The standard practice is actually to charge nothing back, as long as the inspection is passed.
However, as the buyer, make sure to add this provision in your contract with the supplier: if an inspection is failed, the supplier has to sort & rework the goods, and submit them to a new inspection (and the re-inspection costs are charged back to them).
Alternatively, you can choose an “acceptance on zero” plan. As soon as one defect is found, the inspection is failed. But you can impose this on suppliers only in situations where quality requirements are very high (in the auto industry, in aerospace…).
Q3: How to choose an AQL limit for my products?
It depends on your distribution channel and your product’s end use. Note that your supplier might refuse AQL limits they estimate as too tight (i.e. too low).
Q4: What are typical limits for consumer electronics?
A small company that doesn’t have much money to invest in DFM and the NPI process, in general, will usually set the limits at 2.5 or 1.5 (for major defects) and 2.5 or 4.0 (for minor defects). This should be communicated from the start, as it may have a direct impact on cost.
A company that invests a million USD or more in developing a new product, and that works with a contract manufacturer to prepare for large production volumes, will usually set a limit on major defects at 0.6 or 1.0.
Q5: If I find too many defective samples, I have to reject the lot. However, what can I do to try and save the lot?
You can switch to 100% inspection and discard rejects.
You can also have a manager (on the buyer’s side) take a business decision – is it actually acceptable, even though the ‘quality result’ is not good?
In any case, don’t change the rules of the game (checking more samples by applying level III, going into double sampling), just to your purpose. This is not good. And it will send the signal to the supplier that your rules are negotiable or flexible.
Q6: What are the limits of a quality control approach based on random sampling and AQL limits?
A: There are several limits:
1. An AQL limit is a target rather than a maximum. The buyer might have a nasty surprise when receiving a batch of products that “passed” the inspection.
2. A statistical QC approach does nothing to reduce the defects in the first place.
Q7: Can’t I just do my own sampling plan?
Sure. If you have a math background, you know that you’ll need to use a hypergeometric distribution (since samples are taken from the lot at random, are checked, and not put back into the lot until the end of the inspection). Specialized software like Minitab can help you a lot here.
If you want to avoid statistics altogether, your limits on the numbers of defects will not make much sense, but they might “feel” right intuitively and it might make you more comfortable… Just be aware of their shortcomings.
Make sure you get the supplier’s agreement on your plan. This might be the hardest thing to achieve!
Q8: Is there a more efficient way of checking the quality of finished products?
There are many ways of drawing samples and checking their quality. If you don’t mind a more dynamic inspection plan, where the number of samples to check can’t be predicted in advance, you might want to follow a multiple-sampling plan or even a sequential sampling plan. On average, for the same confidence in the decision, fewer samples will need to be checked.
Q9: Is the concept of “AQL” only this one sampling standard?
No. For example, it is also in the Codex standard stan233 (generally used for certain food products).It calls for taking a much smaller sample (which make sense since opening a food product’s packaging means destroying it).
The general approach is the same, with some differences (e.g. the tables are different depending on the net weight of a unit of the product).
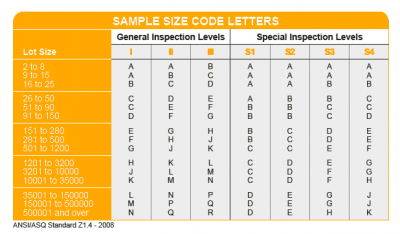
Q10: What is AQL standard? What is AQL level? What is AQL sampling?
When you hear one of these terms, it generally refers to the acceptance sampling standard detailed in the ISO 2859-1 standard. Scroll to the top of this page and you will see how it works.
Q11: Can we also use this sampling standard to check incoming goods (components)? Or is it only for finished products?
You may use it for checking pretty much anything, as long as the individual samples can be classified as “OK” or “defective”. This standard is often used for checking batches of components or subassemblies. It can also be applied for verification of inventory accuracy, or invoices accuracy, and so on.
Q12: We are setting different inspection levels for different parts of the inspection. When determining the acceptance of the entire lot, should we somehow combine it all to determine acceptance/rejection?
Let’s say you want to do basic visual checks, and functional tests, on inspection level II. And dimensional inspection (which takes more time) are done on level S-3.
In principle, when it comes to counting defectives and getting to a pass/fail result, you should treat your inspection on level II as one inspection, and that on S-3 as a separate inspection.
It may all ends up in the same report, of course. But the results should come out separately. Then, if you have a pass on what you check in level II, but a fail on what you checked in level S-3, the whole report would logically be failed.
Q13: Can we have the same AQL limits for all products, if they all go through the same distribution channel, same customers, same ‘promise’ to customers?
No. I’ll assume you need to be a bit stricter than the 0 (critical), 2.5 (major), and 4.0 (minor) limits that many importers opt for. How much stricter should you be? Here is a plan that usually makes sense:
Limits of 0 (critical), 1.5 (major), and 2.5 (minor) for the regularly produced batches of the same products if you have a good assurance that the underlying process is in control and the process & components are never changed.
In other cases, you need to be stricter. Limits of 0 (critical), 1.0 (major), and 1.5 or 2.5 (minor) make more sense.
Need help with inspecting your production?
Get in touch with me and I will give you a tailored recommendation or quotation. TESTCOO can probably help you.




Free Sample Report Performance Quality Control
Download a sample report to keep control of your supply chain!

Featured Articles
 AQL Table | How to Read It
AQL Table | How to Read It TOP 10 Common Defects in Garments Quality Inspection
TOP 10 Common Defects in Garments Quality Inspection Product Packaging and Shipment Label requirements for Amazon FBA
Product Packaging and Shipment Label requirements for Amazon FBA What Is ASTM-F2413-18? Protective Footwear Standard
What Is ASTM-F2413-18? Protective Footwear Standard How to Conduct Third-Party Quality Control Inspections for Electric Scooters
How to Conduct Third-Party Quality Control Inspections for Electric Scooters SMETA Audit-What is SMETA Audit?
SMETA Audit-What is SMETA Audit? TESTCOO Supplier Verification/Certification Service SLCP, Higg FEM, GRS, GOTS
TESTCOO Supplier Verification/Certification Service SLCP, Higg FEM, GRS, GOTS Quality Control Inspection Company in China
Quality Control Inspection Company in China What is Quality Inspection? A Complete Guide
What is Quality Inspection? A Complete Guide Guidelines for Product Inspection in India
Guidelines for Product Inspection in India
Category
- Production Inspection Service
- Factory Audit
- Softline Inspection
- Hardline Inspection
- Electrics Inspection
- Certification
- Checklist
- Manufacturers
- Quality Assurance Basics
- Products Recall
- AQL
- Guidence and Standard
- News
- Supplier Management
- Amazon
- Protective Equipment
- e-commerce quality control
- Indian Manufacturing
- Soft Goods Quality Control
- Supply Chain Management
- Supply Chain Resilience
- E-Commerce Quality Control
- ISO 2859
- Supply Chain Optimization
- Garment Industry
- Higg Index