餐具验货|纸餐具验货要求和方法

纸餐具是一种以纸浆为主要原料制成的环保型一次性餐饮用品,广泛应用于快餐店、外卖、聚会、旅游等场景。常见品类包括纸盘、纸碗、纸杯、纸刀叉、纸吸管等,具有轻便、卫生、使用方便的特点。高品质纸餐具通常采用食品级原纸,经过防油、防水、防渗等处理,能够承受一定温度的食物和饮品,确保使用安全。
相比传统塑料餐具,纸餐具更容易降解和回收,符合绿色环保理念,越来越受到消费者和市场的青睐。部分纸餐具还采用可再生资源如竹浆、甘蔗浆等制造,进一步提升其可持续性。随着全球对一次性塑料用品限制政策的加强,纸餐具逐渐成为替代品,在环保与实用之间取得良好平衡,是现代餐饮服务中重要的绿色选择。
术语和定义
纸餐具:由纸或纸板加工成型的,预期用餐或类似用途的器具。
注:包括纸碗、纸桶、纸餐盒、纸板盒、纸餐盘、纸刀、纸叉、纸勺等以及配套用纸盖。
纸碗:原纸经淋(覆)膜或涂布加工后,再经印刷、模切、成型、外贴扇片等工序制成的碗状纸容器。
注:印刷和外贴扇片不是必备工序,如果不需要则省去印刷、外贴扇片工序。
纸桶:原纸经淋(覆)膜或涂布加工后,再经印刷、模切、成型、外贴扇片等工序制成的桶状纸容器。
注:印刷和外贴扇片不是必备工序,如果不需要则省去印刷、外贴扇片工序。
纸餐盒:原纸经淋(覆)膜或涂布加工后,再经印刷、模切、成型等工序制成的盒状纸容器。
注:印刷不是必备工序,如果不需要印刷则省去此工序。
纸板盒:纸板或纸质复合材料经模切、压痕后,再经折叠或黏结成型的用于盛装固体食物的盒状纸容器。
注 1:又称折叠成型纸盒、折叠纸盒。
注 2:印刷不是必备工序,如果不需要印刷则省去此工序。
纸餐盘:纸板或纸质复合材料经印刷、模切、成型等工序制成的盘状纸容器。
注 1:又称纸盘、纸碟。
注 2:印刷不是必备工序,如果不需要则省去此工序。
纸刀:多层纸经过复合(或黏合)、印刷、模切、成型等工序制成,由柄和锯齿状或圆弧状刀片组成的纸质切割工具。
注:印刷不是必备工序,如果不需要印刷则省去此工序。
纸叉:多层纸经过复合(或黏合)、印刷、模切、成型等工序制成,由柄和带有若干分支部分(齿)的叉头组成的纸质器具。
注:印刷不是必备工序,如果不需要印刷则省去此工序。
纸勺:多层纸经过复合(或黏合)、印刷、模切、成型等工序制成,由柄和凹形勺头组成的纸质器具。
注:印刷不是必备工序,如果不需要印刷则省去此工序。
产品分类
纸餐具按加工方式或用途分为纸碗、纸桶、纸餐盒、纸板盒、纸餐盘、纸刀、纸叉、纸勺等。
纸餐具按材质分为纸质餐具、淋(覆)膜纸餐具和涂层纸餐具。
要求
内在质量
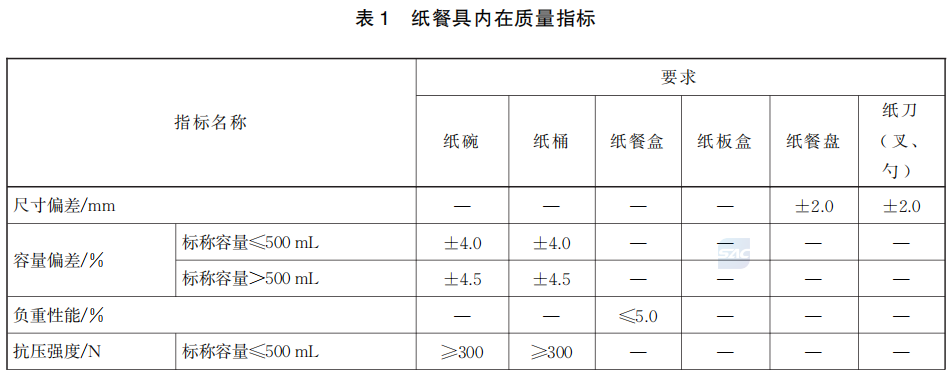
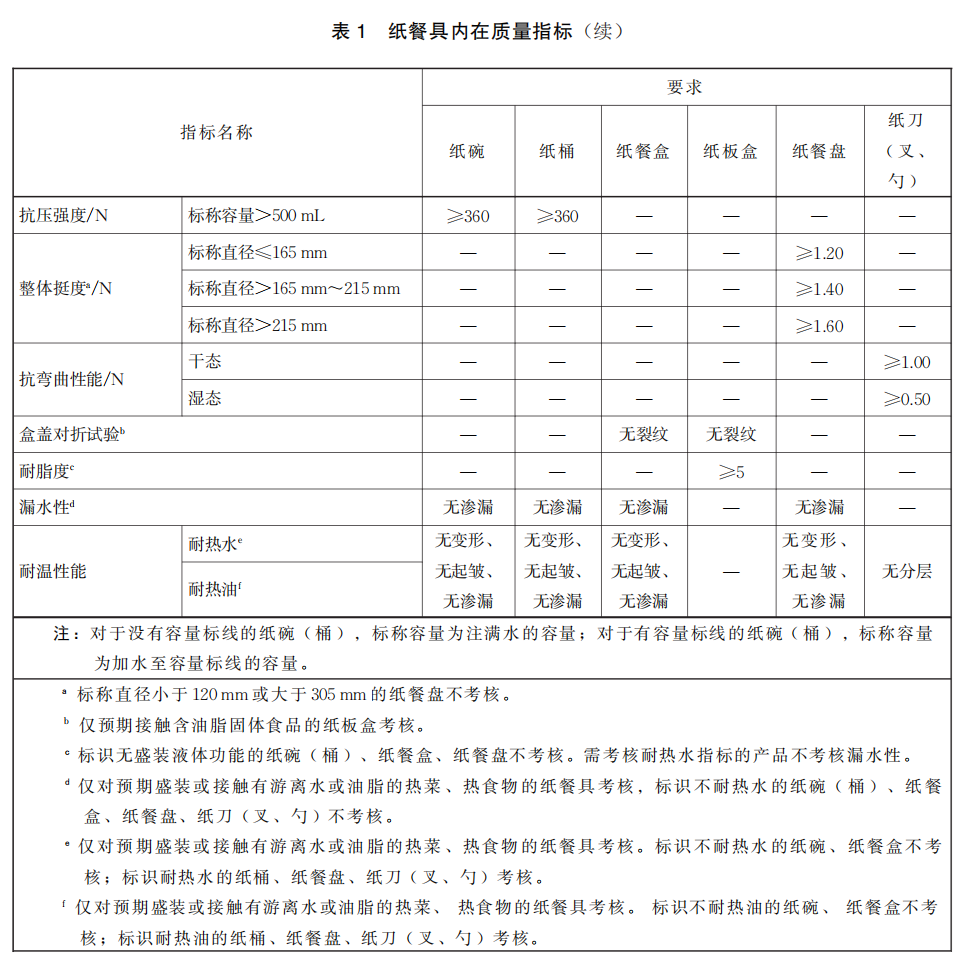
纸餐具的内在质量要求应符合表 1 的规定。
表 1 纸餐具内在质量指标
内装量短缺量
纸餐具内装量应符合 JJF 1070-2023 中表 3 计数定量包装商品标注净含量的规定。当内装量 Qn 小于或等于 50 时,不允许出现短缺量;当 Qn 大于 50 时,短缺量应小于或等于 Qn×1%,结果取整数,如果出现小数,则将该小数进位至下一紧邻的整数。
生物分解性能
纸餐具最大生物分解率应大于或等于 90% 或至少达到参比材料生物分解率的 90%,且原纸的最大生物分解率应大于或等于 90% 或至少达到参比材料生物分解率的 90%,除原纸外的用于涂布、复合、组合、印刷等各种材料中组分大于或等于 1% 的有机成分的最大生物分解率应大于或等于 90% 或至少达到参比材料生物分解率的 90%。
注:仅对明示可生物分解(降解)的产品考核生物分解性能。
可堆肥性能
崩解程度
产品崩解程度应大于或等于 90%。
生态毒性
产品堆肥样品和空白堆肥的发芽数的百分比应大于或等于 90%。
注:仅对明示可堆肥的产品考核可堆肥性能。
外观质量
纸餐具色泽应均匀,印刷图案轮廓和文字应清晰、无明显色斑。
纸餐具应模切整齐、无异物,表面应洁净、无油污、无破裂。
纸餐具淋(覆)膜层、涂布层应均匀,不应有淋(覆)膜层、涂布层脱落。
纸碗、纸桶底部应平整,无凹陷。
带盖的纸餐盒、纸板盒反弹性盖应可以别扣。
配合性
带盖的纸碗、纸桶、纸餐盒、纸板盒与其配套纸盖封合,松紧适宜,可自由开合。盖与容器应无明显变形、损坏。
注:仅盖和容器非连体且带有配套用纸盖的纸碗(桶)、纸餐盒或纸板盒考核。
试验方法
试样处理
试验样品应为同种规格、同一批次,取足够数量的代表性样品进行测试。尺寸偏差、负重性能、抗压强度、整体挺度、抗弯曲性能、盒盖对折试验、耐脂度、配合性测定时,试样应按 GB/T 10739 规定的条件温湿处理至少 4h,并在此条件下进行试验。漏水性、耐温性能、外观质量测定时,在 15℃~30℃条件下进行试验。
尺寸偏差
纸餐盘
用精度为 0.02mm 的游标卡尺测量试样直径,若试样形状为方形则测量试样边长(长边和短边)。每个样品测定 5 个试样,用 5 个试样测定值中的最大值和最小值分别与平均值的差值表示结果,结果保留 1 位小数。直径或边长的尺寸偏差应分别报告结果。若样品为其他形状,测量位置可由供需双方协商。
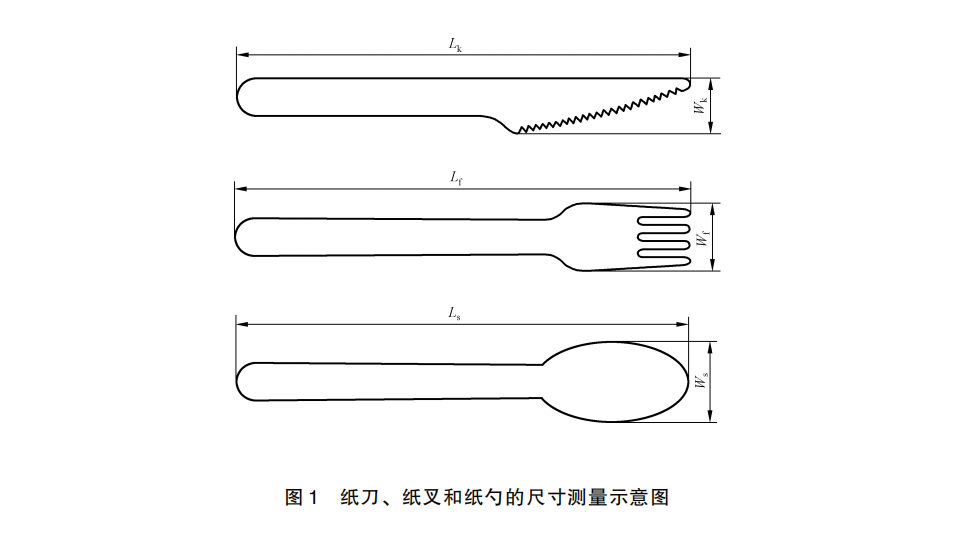
纸刀(叉、勺)
用精度为 0.02mm 的游标卡尺分别测定试样的长度、宽度。其中,测量长度时应测纸刀总长度 Lk、纸叉总长度 Lf、纸勺总长度 Ls;测量宽度时应测纸刀最宽处 wk、纸叉头最宽处 wf、纸勺头最宽处 ws,示意图见图 1。纸叉和纸勺测量时正面朝上。每个样品测定 5 个试样,用 5 个试样测定值中的最大值和最小值分别与平均值的差值表示结果,结果保留 1 位小数。长度、宽度的尺寸偏差应分别报告结果。
容量偏差
容量的测定
重量法(仲裁法)
用天平称量每个空纸碗(桶)的质量 m1,精确至 0.1g,并记录。将温度为 23℃±1℃的水加入空纸碗(桶)内,至碗(桶)内水面最高处与碗口平面相平,有容量标线的加水至容量标线处,称其质量 m2,并记录。纸碗(桶)的容量 V1 按公式(1)计算,每个样品测定 5 个试样,记录测定结果,其平均值即为纸碗(桶)的容量。
V1=(m2-m1)/ρ(1)
式中:
V1—— 纸碗(桶)的容量,单位为毫升(mL);
m2—— 纸碗(桶)盛满水或加水至容量标线处的质量,单位为克(g);
m1—— 空纸碗(桶)的质量,单位为克(g);
ρ—— 水的密度,单位为克每毫升(g/mL)。
容量法
根据纸碗(桶)容量的大小,取相应容量的量筒。将温度为 23℃±1℃的水加入碗(桶)内,至碗(桶)内水面最高处与碗(桶)口平面相平,有容量标线的加水至容量标线处,然后小心地将水倒入量筒内,读数并记录,每个样品测定 5 个试样,记录测定结果,其平均值即为纸碗(桶)的容量。
容量偏差的计算
纸碗(桶)的容量偏差按公式(2)计算。
D=(V1-V2)/V2×100(2)
式中:
D—— 纸碗(桶)的容量偏差,%;
V1—— 纸碗(桶)容量测试值,单位为毫升(mL);
V2—— 纸碗(桶)容量的标识规定值,单位为毫升(mL)。
负重性能
试验设备:220mm×150mm×3mm 的平板玻璃,3kg 砝码,分度值为 1mm 的钢直尺。
试验步骤:对于盖和容器连体的纸餐盒,将纸餐盒盖打开倒扣在平滑的桌面上(盖和容器非连体的纸餐盒则直接倒扣在平滑的桌面上),再将平板玻璃放在盒底上。用钢直尺测量平板玻璃下表面至水平桌面的高度 H0。然后将 3kg 砝码置于平板玻璃中央处,负重 1min 立即测定上述高度 H,试样的负重性能按公式(3)计算。每个纸餐盒样品测定 2 个试样,取 2 个试样测定值的算术平均值表示结果,结果保留 1 位小数。
W=(H0-H)/H0×100(3)
式中:
W—— 负重性能,%;
H0—— 试样高度,单位为毫米(mm);
H—— 试样负重 1min 后的高度,单位为毫米(mm)。
抗压强度
纸碗(桶)抗压强度按附录 A 进行测定。
整体挺度
纸餐盘整体挺度按附录 B 进行测定。
抗弯曲性能
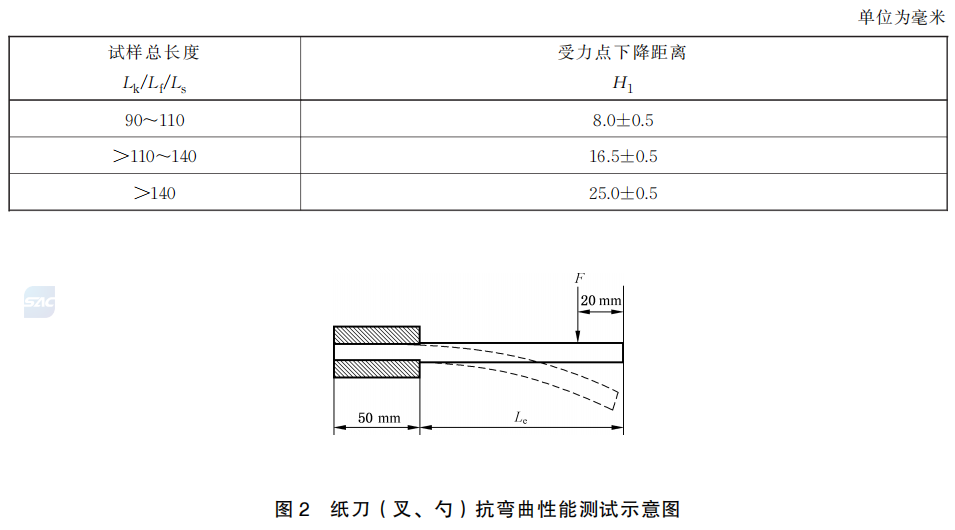
试样处理:从纸刀(叉、勺)样品中取出 10 个试样,其中 5 个试样不做处理,作为干态抗弯曲性能测试试样;将另外 5 个试样的使用端浸入蒸馏水或去离子水中,浸水长度为试样未夹持部分 Le 的一半(见图 2),浸水时间为 300s±5s,测试水温为 60℃±2℃,作为湿态抗弯曲性能测试试样。湿态试样浸水取出后,宜尽快擦除表面多余水分,立即进行测试。
试验步骤:测量纸刀(叉、勺)试样总长度 Lk(Lf 或 Ls),依据试样总长度,按表 2 选取相应的受力点下降距离 H1。将纸刀(叉、勺)的手柄固定在抗弯曲性能检测仪上,夹持长度为 50mm±2mm,纸叉和纸勺试样正面朝上,示意图见图 2。在距离试样使用端 20mm 的位置,下压头向试样施加压力。下压头以 25mm/min±2mm/min 的速度在垂直方向上移动一定距离 H1,记录受力测量装置下压过程中所受力 F 的最大值,单位以牛顿(N)表示。以 5 次测定的算术平均值表示结果,并修约至小数点后第 2 位。
注:长度小于 90mm 的纸刀(叉、勺)不考核。
表 2 纸刀(叉、勺)抗弯曲性能测试参数(单位为毫米)
盒盖对折试验
对于盖和容器连体的纸餐盒或纸板盒试样,将盒盖连续 0°~180° 开合 15 次(一开一合为 1 次),观察盖与盒体连接处有无出现裂纹。每个样品测定 3 个试样,若 3 个试样均未出现裂纹现象,则判该样品为无裂纹。
耐脂度
纸板盒耐脂度按 GB/T 22805.2 进行测定,测试面为食品接触面。
漏水性
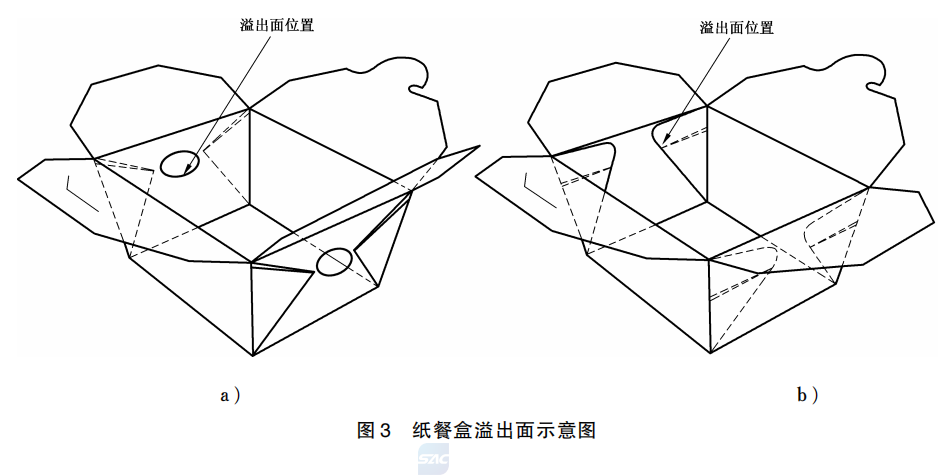
将试样放在衬有滤纸的平板或玻璃板上,向试样中加入 23℃±1℃的水,纸碗(桶)加至距离碗(桶)口平面约 6mm 或容量标线处;纸餐盒加至距离溢出面约 6mm 处;纸餐盘加至约试样深度的 1/2 处。静置 30min 后,观察滤纸上是否有水印,若有水印则视为渗漏,否则视为无渗漏。每个样品测定 3 个试样,若 3 个试样均无渗漏,则判该样品无渗漏。
注:溢出面是指液体加入纸餐盒过程后,液体恰好开始溢出容器时的液面。溢出面由纸餐具结构进行判断,必要时拆开黏合处确定。纸餐盒溢出面示意图见图 3。
耐温性能
耐热水
纸碗(桶)、纸餐盒、纸餐盘测试方法:将试样放在平板或玻璃板上,为避免试样底部与干玻璃板或平板接触区域内产生的水汽影响检查结果,宜使试样底部与干玻璃板或平板表面有一定距离。建议在干玻璃板或平板表面放置两根平行的条块,在条块上方放置不锈钢网,试样放置于不锈钢网上方。向试样中加入 95℃±5℃的水,纸碗(桶)加至距离碗(桶)口平面约 6mm 或容量标线处;纸餐盒加至距离溢出面约 6mm 处;纸餐盘加至约试样深度的 1/2 处。静置 30min 后,观察试样有无变形,表面有无起皱,底部和侧面有无水渗漏出。每个样品测定 3 个试样,若 3 个试样均未出现变形、起皱或渗漏的现象,则判该样品无变形、无起皱、无渗漏。
示例:条块的材质:304 不锈钢
条块的尺寸:长 × 宽 × 高 = 100mm×50mm×20mm
纸刀(叉、勺)测试方法:将 5 个试样放入烧杯中,加入 95℃±5℃的水,直至距离试样手柄末端 50mm 左右,静置 10min,观察试样有无分层。若 5 个试样均未出现分层现象,则判该样品无分层。
耐热油
纸碗(桶)测试方法:将试样放在干玻璃板或平板上,为避免试样底部与干玻璃板或平板接触区域内产生的水汽影响检查结果,宜参照 6.11.1 将试样放置于不锈钢网上方。将 30.0g 食用油加入试样内,使油覆盖碗底,放置 5min。然后将 95℃±5℃的水加入试样内,加至距离试样口平面约 6mm 处或容量标线处。静置 25min 后,观察试样有无变形,表面有无起皱,底部和侧面有无油或水渗漏出。观察试样是否渗漏时,可用滤纸接触或擦拭试样底部和侧面,若滤纸上有油印,则视为渗漏,否则视为无渗漏。每个样品测定 3 个试样,若 3 个试样均未出现变形、起皱或渗漏的现象,则判该样品无变形、无起皱、无渗漏。
纸餐盒、纸餐盘测试方法:将试样放在衬有滤纸的干玻璃板或平板上,将 95℃±5℃的食用油加入试样内,纸餐盒加至距离溢出面 6mm 处;纸餐盘加至约试样深度的 1/2 处。静置 30min 后,观察试样有无变形,表面有无起皱,底部和侧面有无油渗漏出。每个样品测定 3 个试样,若 3 个试样均未出现变形、起皱或渗漏的现象,则判该样品无变形、无起皱、无渗漏。
纸刀(叉、勺)测试方法:将 5 个试样放入烧杯中,加入 95℃±5℃的食用油,直至距离试样柄末端 50mm 左右,静置 10min,观察试样有无分层。若 5 个试样均未出现分层现象,则判该样品无分层。
内装量短缺量
按 JJF 1070-2023 中 K.4 进行测定。
生物分解性能、可堆肥性能
按 GB/T 39951 进行测定。
外观质量
在自然光或日光灯下观察试样的外观,每个样品目测 10 个试样。
配合性
对于盖和容器非连体的纸碗(桶)、纸餐盒或纸板盒试样,若试样带有配套用纸盖,将盖与试样合上时,盖和试样边缘应充分接触。将盖与试样开合 3 次(一开一合为 1 次),观察盖是否能正常开合,盖和试样有无明显变形、破损现象。每个样品测定 3 个试样。
测库提供专业的纸餐具验货等第三方餐具厨具验货服务,确保最终交付的餐具厨具产品符合标准法规和目标市场要求,避免因产品质量问题产生纠纷,改善供应链管理和质量控制措施。